
砂石处理流程自动化控制
摘要
本文研究并落实了砂处理生产线的机械化、电气自动化、工艺流程化的各过程控制体系,使得诸过程互相关联、有机结合,满足高效率、低强度、高质量的生产线要求。经使用表明,这条生产线的控制是成功的。
关键词:自动控制;工艺流程;人工砂生产
概述
机制砂生产线的生成流程大致为:(料仓)->振动给料机->颚式破碎机->反击式破碎机(可选)->冲击式破碎机->振动筛->洗砂机->(成品砂),各设备中间以溜槽或皮带输送机相连。石料生产设备的选型主要是根据制砂原料的特性来选型的。砂石料生产设备的选型将直接影响到产品质量和加工系统的投资。

根据铸造企业的生产要求,通过调查研究和铸造设备产品的科技水平,设计建成了一条用于20t/h湿型砂的砂处理机电一体化生产线。该生产线主要包括:旧砂处理及分配系统,型砂配制处理系统,型砂输送分配系统,原辅料输送分配系统,全系统钢结构,全系统除尘装置,全系统电气装置等部分。全线从铸型落砂到型砂进入分配使用,共由19种45台砂处理设备组成。全套设备可进行自动和单动控制,用模拟屏显示并操纵各设备运转,另外还备有预警、通讯、计数等装置。经过生产证明,全套设备运转正常,型砂质量达到了工艺要求,是一条比较先进的生产线。
一、工艺流程概略
整个生产流程分为3条联动线和3个现场控制站,由设在车间内中心控制室进行集中控制。
1.1 旧砂处理系统流程
旧砂处理系统工艺流程见图1。根据工艺要求需要处理20t/h的旧砂量。旧砂由惯性振动落砂机(L121)落下,产生的烟尘由回转式布袋除尘机(干法除尘)吸去,落下的旧砂由PD1皮带输送机送到Y3745斗式提升机1中。在此同时旧砂经过了在皮带机上悬挂的S999永磁分离机和S977皮带永磁滚筒的二级磁选分离,除去旧砂中的铁质杂物,其间旧砂块经B650双轮破碎机破碎。
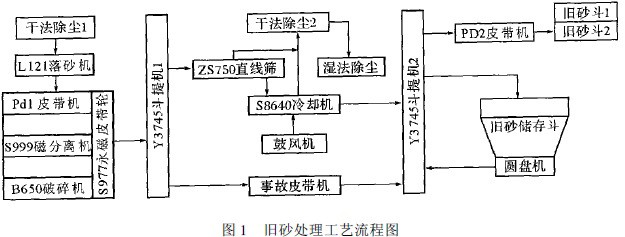
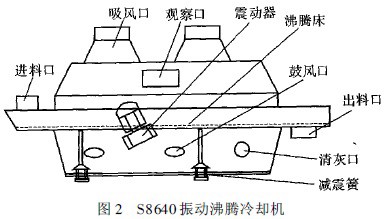
经斗式提升机1的旧砂有二条分配路径:一路为正常情况下至ZS750直线振动筛,筛下的砂经S8640振动沸腾冷机及干法除尘机2、湿法除尘机除尘吸热后至Y3745斗式提升机2,筛上余物从筛上溜出;另一路为当直线振动筛振动沸腾冷却机产生故障时,为不影响生产,通过打开提升机1上的转向闸门,旧砂即溜至 皮带机并送至3745斗式提升机2中。斗式提升机2送出旧砂,根据需要既可以由PD2皮带机直接送至混砂机上旧砂斗1或2,又可以在犁式卸料器的作用下送至旧砂储存斗中。旧砂储存斗中的旧砂,根据需要可由圆盘给料机重新送到斗式升机2中。此系统考虑到生产的发展,设备负荷率为65%左右。砂中泥份的 和旧砂的冷却是旧砂处理的关键,采用了新型的S8640振动沸腾冷却机,见图2。
1.2 型砂混制系统
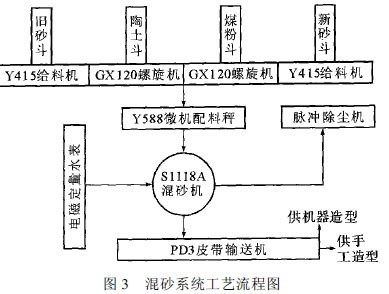
该系统流程,见图3。系统选用2台Slll8A混砂机,每台混砂机配有一台电子配料秤。配料时,旧砂新砂分别由Y415旧砂带式给料机、新砂带式给料机(双向)供给,粘土、煤粉分别由2台GXl20螺旋给料机供给,混砂需由定量水表定量供给。型砂的配制,采用辗轮弹簧加压高效Slll8A混砂机。考虑原辅材料配制过程的准确性和可性,采用微机称量数显数控带式给料机和螺旋给料机给料,定量水表控制水的定量加入。
1.3 型砂输送及分配工艺流程
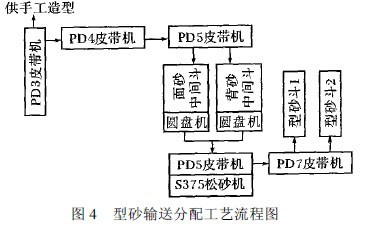
工艺流程见图4,由PD3皮带输送机送来的面砂或背砂,可由PD4、PD5皮带输送机送到面砂中间斗或背砂中间斗中,并经圆盘给料机分别由PD6皮带输送机送出。输出的型砂由S357双轮松砂机松散,并由PD7皮带输送机上的犁式卸料器分配到各型砂斗中。
二、电气控制系统
2.1 集中控制室
采用以集中控制为主的控制方案,见图5。
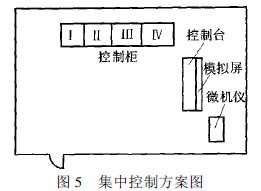
电气控制设有1个总控制台和模拟屏、4个分柜。电气元件分别装于分柜和控制台中,每台设备的起动、运行指示情况在模拟屏上显示。现场有振动落砂机及除尘机1的起动和推箱机的控制、混砂机旁的手动控制、造型机上方的型砂供给控制3个按钮控制站,3个按钮控制站及混砂机上方 和型砂中间储存斗 上装有电话通讯,遇事可直接与控制室联系或得到控制室的调度。砂处理全系统各设备采用有过载保护措施。
2.2 旧砂处理、型砂输送分配的起动,停车控制
旧砂处理和型砂输送分配采用逆序起动、顺序停车的控制方式,见图6。
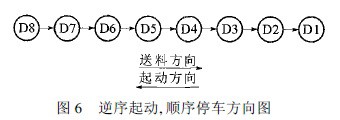
起动时,由系统送砂末端的设备先起动(如旧砂处理的PD2皮带输送机),依次向反送砂方向起动另外的设备,直到系统送砂始端的设备起动(如旧砂处理的PDl皮带输送机);停车时,先停系统送砂始端设备(如旧砂处理中的PD1设备),依次向送砂方向停另外的设备,直至系统送砂末端设备(如旧砂处理中的PD2设备)。另外,根据需要还可以 手动起动和停车。
2.3 配料混砂系统控制
配料运行自动控制见图7。配料控制系统采用的是STR..1型电阻应变式拉力传感器,其主要性能指标为: 拱桥电压:12VAC或DC;额定测量范围:0~490N;额定输出值:不小于1mV/V。
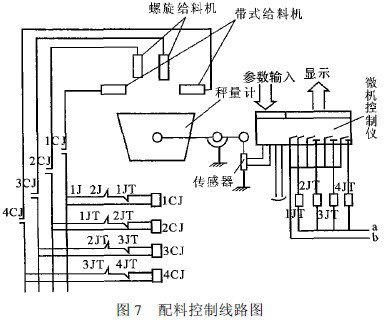
SMC微机配料仪的主要性能为:显示方式,数码显示;定值特性:5个接点控制信号输出;输出容量:DC27V,1A;输出特性:位串型,BCD代码,TTL电平;拱桥电压:10VDC。
根据工艺要求,采用了设计定制的SMC微机配料仪,SMC微机配料仪接受黄砂、陶土、煤粉、旧砂等料配比参数量,对输入控制量可瞬时显示,并输出五个接点控制信号。在混砂机起动且混砂机门关闭后即有了主令信号,1J工作;又在料斗门气动阀处于2J工作态时,即开始配料。1CJ工作,旧砂加入,根据输入的工艺要求至一定量后1JT工作,旧砂停止加入。2CJ开始工作,陶土加入。同样加入煤粉、黄砂。直至4JT工作,等待卸料信号。配料混砂功能见图8。配料完毕,4JT工作,混砂机卸料门开,料斗卸料。
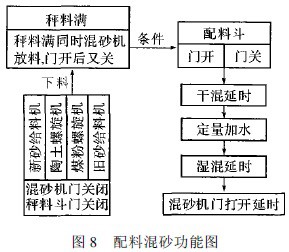
延时后,料斗门关进行第二次配料。混砂开始,延时干混,然后延时定量加水,延时湿混。完毕后混砂机门打开延时出砂,出砂完毕关门,进行第二机混辗。这样周而复始地在要求参数下自动进行。各阶段混辗时间可根据工艺要求调节。
三、关键项的设计
3.1 关键工艺的考虑
(1)旧砂的除尘和降温.旧砂中的灰尘较多,为此在旧砂输送段上加设了“沸腾冷却”装置。进行旧砂的除尘和冷却。
除尘量G的计算为:G=(A-B)/A* 式中:
A——除尘前单位旧砂量中的含泥量;
B——除尘后单位旧砂量中的含泥量。
可有效地调节“沸腾冷却”系统上的风门 2%~12%的灰分。冷却后的砂温Ts2可由下式计算:
Ts2=(Ts1-Tg1)/eAL+tg1度。
式中Ts1——进入沸腾床的砂温;
Tg1——进入沸腾床的空气温度;
A——设备常数,m-1;
L——沸腾床的长度,m;
冷却后的砂温为比室温高5-10。
(2)降低工人的劳动强度为了降低工人的劳动强度提高生产水平,必须提高机械化运输和控制水平。为此在生产过程中采用了带式输送机、提升机运输旧砂、新砂和辅助材料的机械化运输方式,采用了电气联锁控制、配砂自动控制和模拟屏显示等自动控制方式,形成了机电一体化的生产线系统。
(3)机械化运输电气联锁设计。
(4)联锁线上有#联锁和# 联锁两种工作状态。
(5)逆工序(逆运送方向)起动。
(6)运行时,联锁线上任何一台电动机在正常或 停车时,给料方向上的电动机也停车。
(7)联锁起动时,起动前发出起动“预告信号”,时间20s,告知其他人离开设备,避免发生 。
(8)易发生 的设备旁设置“ 开关”。
(9)联锁线的电动机旁设起停按钮,可在“ 联锁”工作状态下使用。
(10)除尘用的风机加入联锁,先于对应设备起动,迟于对应设备停车。
(11)在集中控制室有模拟屏,用光信号显示各设备的运行情况。
(12)控制室与控制点(需要联系的场所)采用专用电话联系。
3.2 微机仪现场实时信息的输入输出
混砂系统中的配料微机仪采用怎样的现场信息输入和控制输出方式,主要是由现场对象的工作特点和当代电子器件技术所决定的。本配料微机仪的现场信息输入接口见图9。配料过程中各种料加料的重量信息通过STR..1传感器以供桥输出电信号,经放大后进入A/D模数转换器的输入端IN0,经A/D转换后直接给微处理器。微处理器处理后经输出系统形成数字开关量控制微型继电器。不同的模拟输入量产生不同的数字开关量,控制不同的微型继电器。由微型继电器的接点的通断来控制现场一种料的加料停止和另一种料的加料开始,以达到自动控制的目的。
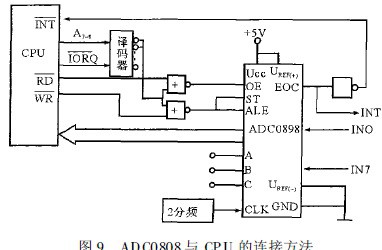
A/D模数转换器ADC0808的程序控制,由输出指令起动A/D转换,转换结束后产生EOC高电平作为中断请求。B端口为81H,起动IN0端口号为78H,IN0通路的转换程序为:
CONTV:
ORG2000H
LDA,00H
OUT(78H),A;起动A/D转换
PINT:INA,(81H);查询等待
AND80H
JRZ,PINT
INA,(78H);输入转换后数据
LD(SOUR),A;送内存单元
RET
四、体会和以后的发展
(1)经过较长时间的生产,证明这条机电一体化生产线的设计是合理的,设备选用、设计和制作是正确的,旧砂中除去了铁块,降低了砂温,测试一次吸灰率高达18%,并可予以调节。型砂混制、配料可准确控制,型砂质量得以保证,产品质量大为提高,废品率下降了10%左右,生产能力扩大,可达年产优质可锻铸铁件6500t的生产水平。
(2)设备的正确使用和保养是至关重要的。砂处理设备的使用常处于水蒸气、粉尘、高温等恶劣环境中,许多地方必须每班清理,精心保养严守操作规程。如斗式提升机的砂流转角处,沸腾机鼓风腔,斗壁、混砂机内部等,有些需每班清理、铲动,有的需定期清理。对设备易损件,要按修理计划定期 更换,加油保养。振动部分的螺母要定期 拧紧。这些,机械化生产的企业都是有经验教训的。
(3)新旧砂的要求。新砂有时太潮,对提升机运转不利,所以要从管理上保证新砂的风干时间,对于量大时可增添烘干设备进行干燥处理。对于旧砂,有地面造型时,地面造型回用处理的旧砂水分不能太高,应在没打水之前回用,以免过筛、沸腾、除尘处理困难。
(4)关于通风除尘,由于旧砂处理输送系统路径较长,有些转接处还有灰尘飞扬现象,可增加防(除)尘设施。混砂机处的尘粒一般是陶土和煤粉,所以可用插入式除尘器,边除尘边回用。
(5)根据给料速度和工艺精度要求,混砂配料用螺旋给料机型号还可加大一档,以提高粉料的给料速度。
(6)本砂处理生产线,主要是与机械化造型相配的。所以,再增加二台混砂机,生产能力可扩大到35~40m3/h。
砂石生产线是按照出料类型来定义的,生产出来的成品包括石料和人工砂,也称砂石料生产线。相当于石料生产线和制砂生产线的结合。在筑路,建筑等的原料厂内,往往需要砂石料公有的生产线,本套砂石料生产线设备便能满足需要石料和人工沙同时生产的要求。